 Original Article
Original Article

Affiliation:
1Faculty of Food Science and Nutrition, Universiti Malaysia Sabah, Kota Kinabalu 88400, Sabah, Malaysia
Affiliation:
1Faculty of Food Science and Nutrition, Universiti Malaysia Sabah, Kota Kinabalu 88400, Sabah, Malaysia
ORCID: https://orcid.org/0000-0001-7512-7397
Affiliation:
2Food Safety and Security Research Laboratory, Faculty of Food Science and Nutrition, Universiti Malaysia Sabah, Kota Kinabalu 88400, Sabah, Malaysia
ORCID: https://orcid.org/0000-0003-4143-4975
Affiliation:
3Faculty of Engineering Technology and Science, Higher College of Technology (HCT), Abu Dhabi, United Arab Emirates
ORCID: https://orcid.org/0000-0003-4886-496X
Affiliation:
2Food Safety and Security Research Laboratory, Faculty of Food Science and Nutrition, Universiti Malaysia Sabah, Kota Kinabalu 88400, Sabah, Malaysia
Email: idamsah@ums.edu.my
ORCID: https://orcid.org/0000-0001-8637-5257
Explor Foods Foodomics. 2026;4:1010159 DOI: https://doi.org/10.37349/eff.2026.1010159
Received: February 08, 2026 Accepted: April 24, 2026 Published: June 08, 2026
Academic Editor: Miguel Herrero, Institute of Food Science Research (CIAL-CSIC), Spain
Aim: To compare the proximate composition, granule morphology, and functional properties of starches isolated from white-, orange-, and purple-fleshed sweet potatoes cultivated in Sabah, Malaysia, and to evaluate their potential as native starch sources for food applications.
Methods: Starches were isolated from three sweet potato varieties and analysed for proximate composition, extraction yield, bulk density, colour parameters, water and oil absorption capacities, swelling power, solubility, least gelation concentration, and pasting properties. Granule morphology was examined using scanning electron microscopy.
Results: All starches exhibited high purity, with carbohydrate contents ranging from 88.72% to 89.26% and minimal levels of protein, fat, fibre, and ash (< 1%). White-fleshed sweet potato starch showed the highest carbohydrate content and extraction yield, whereas purple-fleshed starch had comparatively higher crude fat content and bulk density. Scanning electron microscopy revealed smooth, intact granules with heterogeneous shapes and sizes across all varieties. Functionally, purple-fleshed starch demonstrated the lowest gelation concentration (2% w/v) and the highest peak and breakdown viscosities, indicating rapid thickening behaviour. In contrast, white-fleshed starch exhibited greater swelling power, solubility, and higher final and setback viscosities, suggesting stronger gel-forming capacity during cooling. Orange-fleshed starch generally showed lower viscosity development but comparatively greater paste stability. Water and oil absorption capacities were similar among the starches, while colour differences reflected decreasing lightness from white- to purple-fleshed varieties.
Conclusions: There are clear varietal differences in sweet potato starch functionality. These findings indicate that Sabah sweet potato starches are promising native ingredients for applications requiring controlled thickening, gel formation, and viscosity stability, such as sauces, fillings, and structured starch-based products.
Sweet potato (Ipomoea batatas L.) is a globally important root crop and a major alternative source of starch, particularly in tropical and subtropical regions of Asia and Africa [1, 2]. Its short cultivation cycle, high adaptability to diverse agro-climatic conditions, and favourable nutritional profile make it an attractive raw material for sustainable food systems [3–5]. Beyond serving as a direct carbohydrate source, sweet potato contains dietary fibre, vitamins, minerals and bioactive pigments such as carotenoids and anthocyanins, whose levels vary markedly with flesh colour [6, 7]. These compositional differences are expected to influence starch composition and functionality.
Starch is one of the most widely utilised natural biopolymers in both food and pharmaceutical industries due to its versatility, biodegradability, and functional performance. In food systems, starch acts as a thickening, gelling, stabilising, and water-binding agent, contributing significantly to texture development, viscosity control, and product stability in applications such as sauces, bakery products, noodles, and ready-to-eat meals [8]. Beyond food uses, starch is also extensively applied in pharmaceutical formulations as a binder, disintegrant, filler, and controlled-release matrix, highlighting its technological and economic importance [9]. Consequently, there is increasing interest in identifying and characterising starches from underutilised or non-conventional botanical sources to support sustainable raw material diversification and value-added utilisation of agricultural crops. Recent studies on starch derived from discarded immature apples have demonstrated that alternative starch sources can exhibit distinct morphological and functional properties suitable for industrial applications [10], further emphasising the importance of systematic starch extraction and characterisation from locally available tubers.
Conversion of fresh sweet potato into isolated starch offers technological advantages, including extended shelf life, reduced postharvest losses, and broader industrial applicability in products requiring specific thickening, gelling and water-binding properties [11]. However, sweet potato starch is known to exhibit rapid hydration and swelling, variable paste stability, and sensitivity to thermal and shear processing, characteristics that depend strongly on botanical origin, genotype, growing environment, and extraction method [12]. Variations in amylose content, granule morphology and molecular organisation further lead to distinct physicochemical and rheological behaviours that determine end-use performance [13, 14].
Despite the wide cultivation of diverse sweet potato varieties in Malaysia, particularly white-, orange- and purple-fleshed types in Sabah, systematic characterisation of their starches remains limited. Most previous studies have focused on non-Malaysian cultivars and predominantly on white or orange types, leaving the structure–function relationships of purple-fleshed sweet potato starch insufficiently understood. Generating comparative data on proximate composition, morphology and functional properties across locally grown colour variants is therefore essential to support value-added utilisation of this underexploited starch resource. Accordingly, this study aims to comparatively evaluate starches isolated from white-, orange-, and purple-fleshed sweet potatoes cultivated in Sabah by examining their proximate composition, granule morphology, swelling power, solubility, gelation behaviour, water and oil absorption capacities, bulk density, colour attributes, and pasting properties relevant to food and industrial applications.
The primary raw materials used in this study were three major sweet potato varieties cultivated in Sabah, Malaysia namely white-, orange-, and purple-fleshed sweet potatoes (Figure 1). All tubers were purchased from the Kota Kinabalu Central Market, Sabah. The sweet potatoes were selected to have a uniform size of approximately 15 cm in length. Only mature tubers were used, as mature sweet potatoes are more suitable for starch extraction. Maturity was defined as tubers harvested after approximately three to five months of cultivation, which corresponds to the typical harvesting period for sweet potatoes. Selected tubers had smooth surfaces, similar shapes and sizes, and were free from any visible physical damage.

Different sweet potato varieties used for starch extraction. White-fleshed (top left), orange-fleshed (top right), and purple-fleshed (bottom).
Each variety (white, orange, and purple) was processed separately into starch using the same wet-milling method, adapted from Moorthy et al. [15]. The tubers were thoroughly washed to remove adhering soil and debris, manually peeled, and sliced into thin pieces of approximately 2 mm thickness. The slices were blended using a laboratory blender (Waring 8011S, Waring Commercial, USA) with distilled water at a 1:1 (w/v) ratio at low speed for 3 min to obtain a uniform slurry. The slurry was filtered through muslin cloth, and additional distilled water was used to rinse out residual starch from the fibrous pulp. The filtrate was allowed to sediment for 2 h, after which the supernatant was discarded.
The starch sediment was resuspended in a small amount of distilled water and transferred into 50 mL centrifuge tubes, then centrifuged (Thermo Scientific, USA) at 3,000 rpm for 15 min at room temperature (27°C). The supernatant was carefully decanted, and the starch pellet was washed again with distilled water. The recovered starch was dried in a universal oven (Memmert, Germany) at 55°C for 24 h. The dried starch cake was ground using a mortar and pestle and sieved through a 500 µm sieve (Endecott, England) to obtain a fine powder. The final starch weight was recorded for yield calculation, and each starch sample was stored separately in sealed plastic containers for subsequent analyses.
Six proximate components were determined for each starch sample, namely carbohydrate, moisture, crude protein, crude fat, crude fibre, and ash [16]. Moisture content was measured using the hot-air oven method (AOAC 925.10). Approximately 5 g of sample was dried at 105 ± 5°C until a constant weight was reached, and the moisture percentage was calculated based on the loss in weight after drying. Crude protein content was determined using the Kjeldahl method (AOAC 960.52) with a Kjeltec 2300 analyser (Foss, Sweden). About 2 g of sample was digested in concentrated sulfuric acid in the presence of a selenium catalyst, followed by distillation and titration of the released nitrogen. The protein content was then obtained directly from the instrument output. Crude fat was analysed by Soxhlet extraction (AOAC 920.85) using petroleum ether in a Soxtec system (Foss, Sweden). After extraction, the solvent was evaporated at 105°C and the fat content was calculated from the increase in mass of the extraction flask. Crude fibre was determined according to AOAC 978.10 using a Fibertherm system (Gerhardt, Germany) involving sequential acid and alkali digestion of the sample, followed by drying at 105°C and ashing at 550°C. The fibre percentage was calculated from the remaining residue after correction for blank values. Ash content was measured according to AOAC 923.03 by incinerating approximately 3.00 g of sample in a muffle furnace at 550 ± 5°C overnight, and the ash percentage was calculated from the weight of the remaining inorganic residue. Carbohydrate content was calculated by difference according to AOAC 995.13, where the percentage of carbohydrate was obtained by subtracting the sum of moisture, protein, fat, fibre, and ash contents from 100%.
Starch granule morphology was examined using a scanning electron microscopy (SEM) (Model SU3900, Hitachi High-Technologies Corporation, Japan). Samples were mounted on aluminium stubs with carbon tape, sputter-coated with a thin gold layer, and observed at an accelerating voltage of 15 kV. Micrographs were captured at 700× magnification with a scale bar of 50 µm.
Functional properties evaluated in this study included starch yield, water absorption capacity (WAC), oil absorption capacity (OAC), bulk density, least gelation concentration (LGC), colour, swelling power, solubility, and pasting behaviour. Starch yield was determined following the method of Vithu et al. [17]. It was calculated on a dry basis as the percentage ratio of the weight of recovered dry starch to the weight of peeled fresh tuber used for extraction. This value served as an indicator of the extraction efficiency for each sweet potato variety. Starch extraction was performed in three independent batches for each variety, and yield values were calculated from the average of these extractions. WAC and OAC were determined by dispersing 1 g of starch in 5 mL of distilled water or oil, respectively, according to the method of Babu et al. [18]. The mixtures were vortexed to ensure uniform dispersion and then centrifuged at 3,000 rpm for 10 min. After carefully removing the supernatant, the amount of retained liquid was calculated and expressed as millilitres of water or oil absorbed per gram of starch sample.
Bulk density was determined as the ratio of mass to untapped volume [19]. Briefly, 5 g of starch was gently filled into a graduated cylinder without tapping, and the occupied volume was recorded to calculate density in g/mL. LGC was determined by preparing starch suspensions ranging from 2% to 20% (w/v), following Isah et al. [19]. The suspensions were heated at 80°C for 30 min, rapidly cooled under running water, and then further cooled at 4°C for 3 h. The lowest starch concentration at which the sample did not flow when the test tube was inverted was taken as the LGC. Colour characteristics were measured using a colorimeter (Konica Minolta, Japan) and expressed in Hunter L* (lightness), a* (redness/greenness), and b* (yellowness/blueness) values. Swelling power and solubility were determined by heating 0.3 g of starch in distilled water at 75–95°C for 30 min [20]. The temperatures of 75, 85, and 95°C were selected to represent progressive stages of starch gelatinisation, allowing assessment of temperature-dependent functional changes within the typical gelatinisation range reported for sweet potato starch. After centrifugation, the sediment was weighed to determine swelling power (g of hydrated sediment per g of dry starch), while the supernatant was dried and weighed to calculate the percentage solubility of the starch.
Pasting properties were determined using a rapid visco analyzer (Newport Scientific, USA) by dispersing 3.00 g of starch in 25 mL of distilled water in an aluminium canister, following the method described by Wang et al. [21]. The suspension was subjected to a standard programmed heating and cooling cycle, during which changes in viscosity were continuously recorded. The heating process began at 50°C for one minute, followed by further heating to 95°C at a constant heating rate of 12°C per minute, and then holding at 90°C for two minutes. After that, a cooling process was carried out in which the temperature was reduced from 90°C to 50°C at a cooling rate of 12°C per minute, and then held at 50°C for two minutes. The paddle rotation speed was 960 rpm for 10 seconds, and then reduced to 160 rpm for the remainder of the process. From the resulting pasting curve, pasting temperature (PT), peak viscosity (PV), hot paste viscosity (HV), final viscosity (FV), breakdown viscosity (BV), and setback viscosity (SV) were obtained and reported in centipoise (cP).
All measurements were performed in triplicate. Data were analysed using SPSS version 27.0. Differences among means were evaluated by one-way ANOVA followed by Tukey’s test at a 95 % confidence level (p < 0.05). Formal tests for normality and homogeneity of variance were not conducted, as the experimental design was based on standard triplicate analytical measurements.
Table 1 summarises the proximate composition of sweet potato starches from Sabah. All three sweet potato starches showed similar proximate compositions, with carbohydrate as the major component (88.72–89.26%) and moisture around 10.35–10.55%, with no significant differences among varieties (p > 0.05). Crude protein differed significantly (p < 0.05), with purple- (0.27%) and white-fleshed (0.26%) starches having slightly higher values than orange-fleshed starch (0.21%). Crude fat also differed significantly, being highest in purple-fleshed starch (0.40%), compared with orange- (0.06%) and white-fleshed starch (0.01%). Crude fibre (0.12%) and ash (0.01–0.04%) were low and did not differ significantly among the starches. Overall, the starches were highly refined, with very low levels of non-carbohydrate components.
Proximate composition of sweet potato starches from Sabah.
| Parameter (%) | White-fleshed | Orange-fleshed | Purple-fleshed |
|---|---|---|---|
| Carbohydrate | 89.26 ± 1.02a | 88.95 ± 0.41a | 88.72 ± 2.64a |
| Moisture | 10.35 ± 1.05a | 10.55 ± 0.41a | 10.50 ± 2.81a |
| Crude protein | 0.26 ± 0.02b | 0.21 ± 0.00a | 0.27 ± 0.00b |
| Crude fat | 0.01 ± 0.01a | 0.06 ± 0.04a | 0.40 ± 0.17b |
| Crude fibre | 0.12 ± 0.00a | 0.12 ± 0.00a | 0.12 ± 0.00a |
| Ash | 0.04 ± 0.04a | 0.04 ± 0.02a | 0.01 ± 0.01a |
Values are mean ± standard deviation (n = 3). Different superscript letters within a row indicate significant differences (p < 0.05).
In addition to chemical composition, structural characteristics were examined. SEM revealed that starch granules from white-, orange-, and purple-fleshed sweet potatoes were generally similar in morphology, showing round, polygonal, oval, and semi-oval shapes with a mixture of small and large granules (Figure 2). Some irregularly shaped granules were also present. The granules exhibited smooth surfaces without visible cracks or fissures, indicating high starch purity. Differences in granule size were observed among the varieties. At 700× magnification (50.0 µm scale), white-fleshed sweet potato starch showed the largest granules, followed by purple-fleshed starch, while orange-fleshed starch had the smallest granules. Overall, granule size and shape varied among the sweet potato varieties, and the extracted starch displayed a relatively wide size distribution.
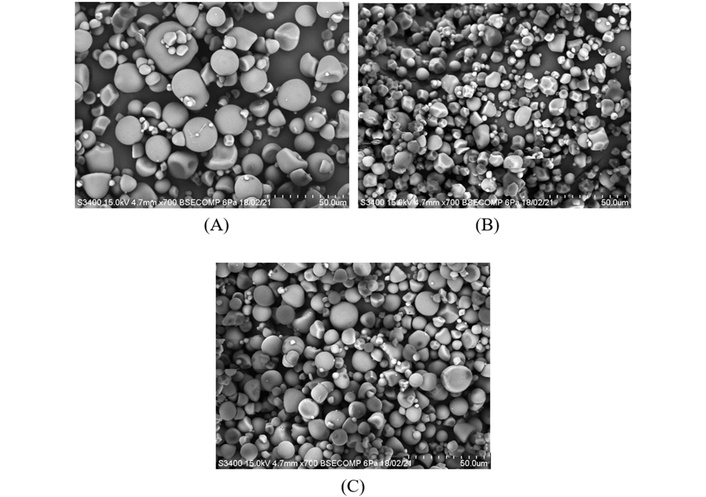
Scanning electron micrographs (700×) showing the morphology of starch granules isolated from sweet potatoes with different flesh colours. (A) White-fleshed, (B) orange-fleshed, and (C) purple-fleshed sweet potatoes.
Following the morphological observations, the physicochemical and colour properties were evaluated. As shown in Table 2, starch yield differed significantly among the varieties (p < 0.05), with white-fleshed sweet potato starch showing the highest yield (11.55%), followed by purple-fleshed (7.57%) and orange-fleshed starch (6.76%). Water absorption (1.10–1.20 mL/g) and oil absorption capacities (1.75–1.90 mL/g) did not differ significantly among samples (p > 0.05). Bulk density varied significantly, with purple-fleshed starch (0.73 g/mL) and orange-fleshed starch (0.71 g/mL) higher than white-fleshed starch (0.67 g/mL). Colour parameters showed significant differences, where lightness (L*) decreased from white-fleshed (88.59) to orange-fleshed (87.73) and purple-fleshed starch (81.44), a* values increased from −0.33 (white-fleshed) to 0.75 (orange-fleshed) and 2.05 (purple-fleshed), and b* values were highest in orange-fleshed starch (8.94), followed by purple-fleshed (6.98) and white-fleshed starch (6.09).
Physicochemical and colour properties of starches from white-, orange-, and purple-fleshed sweet potatoes grown in Sabah.
| Parameter | White-fleshed | Orange-fleshed | Purple-fleshed |
|---|---|---|---|
| Starch yield (%) | 11.55 ± 0.00c | 6.76 ± 0.00a | 7.57 ± 0.00b |
| Water absorption (mL/g) | 1.20 ± 0.20a | 1.16 ± 0.22a | 1.10 ± 0.30a |
| Oil absorption (mL/g) | 1.87 ± 0.44a | 1.75 ± 0.43a | 1.90 ± 0.62a |
| Bulk density (g/mL) | 0.67 ± 0.00a | 0.71 ± 0.00b | 0.73 ± 0.03b |
| L* | 88.59 ± 0.04c | 87.73 ± 0.23b | 81.44 ± 0.28a |
| a* | −0.33 ± 0.03a | 0.75 ± 0.04b | 2.05 ± 0.09c |
| b* | 6.09 ± 0.02a | 8.94 ± 0.06c | 6.98 ± 0.02b |
Values are mean ± standard deviation (n = 3). Different superscript letters within a row indicate significant differences (p < 0.05).
Beyond these physicochemical traits, gelation behaviour was also assessed. Table 3 indicates differences in the gelation behaviour among the starches. Purple-fleshed starch formed a gel at the lowest concentration (2% w/v) and produced an elastic gel from 8% w/v onward. In contrast, white- and orange-fleshed starches remained viscous at 2–6% w/v and only formed a gel at 8% w/v. Both white- and orange-fleshed starches developed elastic gels at concentrations of 12% w/v and above. Overall, purple-fleshed starch exhibited gel formation at lower concentrations compared to the other varieties.
Least gelation concentration of starches from white-, orange-, and purple-fleshed sweet potatoes from Sabah.
| Concentration (%, w/v) | White-fleshed | Orange-fleshed | Purple-fleshed |
|---|---|---|---|
| 2 | Viscous | Viscous | Gel |
| 4 | Viscous | Viscous | Gel |
| 6 | Viscous | Viscous | Gel |
| 8 | Gel | Gel | Elastic gel |
| 10 | Gel | Gel | Elastic gel |
| 12 | Elastic gel | Elastic gel | Elastic gel |
| 14 | Elastic gel | Elastic gel | Elastic gel |
| 16 | Elastic gel | Elastic gel | Elastic gel |
| 18 | Elastic gel | Elastic gel | Elastic gel |
| 20 | Elastic gel | Elastic gel | Elastic gel |
Furthermore, temperature-dependent functional properties were determined. Table 4 presents the swelling power and solubility of sweet potato starches at different temperatures. The increase in swelling power with temperature is consistent with previous reports for sweet potato starch, where progressive disruption of hydrogen bonding facilitates water penetration and granule expansion. At 75°C, swelling power differed significantly (p < 0.05), with white-fleshed starch showing the highest value (8.76 g/g), followed by orange-fleshed (7.65 g/g) and purple-fleshed starch (4.82 g/g). At 85°C, white- (9.62 g/g) and orange-fleshed starches (8.66 g/g) had significantly higher swelling power than purple-fleshed starch (5.26 g/g). At 95°C, swelling power reached the highest values (8.07–10.52 g/g) with no significant differences among varieties.
Swelling power (g/g) and solubility (%) of sweet potato starches at different temperatures.
| Temperature | Property | White-fleshed | Orange-fleshed | Purple-fleshed |
|---|---|---|---|---|
| 75°C | Swelling power (g/g) | 8.76 ± 0.23c | 7.65 ± 0.46b | 4.82 ± 0.24a |
| Solubility (%) | 3.13 ± 0.10a | 3.03 ± 0.09a | 2.94 ± 0.09a | |
| 85°C | Swelling power (g/g) | 9.62 ± 0.56b | 8.66 ± 0.24b | 5.26 ± 0.46a |
| Solubility (%) | 7.25 ± 1.38b | 6.19 ± 0.29ab | 4.08 ± 1.56a | |
| 95°C | Swelling power (g/g) | 10.52 ± 1.67a | 10.20 ± 0.35a | 8.07 ± 0.33a |
| Solubility (%) | 7.90 ± 3.35a | 7.07 ± 1.75a | 5.95 ± 0.27a |
Values are mean ± standard deviation (n = 3). Different superscript letters within a row indicate significant differences (p < 0.05).
In parallel with swelling behaviour, solubility patterns were observed. Solubility also increased with temperature. At 75°C, solubility was low (2.94–3.13%) and did not differ significantly among samples. At 85°C, white-fleshed starch showed the highest solubility (7.25%), while purple-fleshed starch had the lowest (4.08%), with significant differences observed. At 95°C, solubility ranged from 5.95% to 7.90% with no significant differences among the starches. Overall, both swelling power and solubility rose as temperature increased.
Finally, pasting properties provided further insight into starch functionality. Table 5 summarises the pasting properties of the sweet potato starches. PT ranged from 71.9°C to 79.1°C and did not differ significantly among the varieties (p > 0.05). PV differed significantly (p < 0.05), with purple-fleshed starch showing the highest value (5,259 cP), followed closely by white-fleshed starch (5,126 cP), while orange-fleshed starch had the lowest (3,853 cP). A similar trend was observed for HV, where white- (2,627 cP) and purple-fleshed starches (2,521 cP) were significantly higher than orange-fleshed starch (1,706 cP).
Pasting properties of sweet potato starches.
| Parameter | White-fleshed | Orange-fleshed | Purple-fleshed |
|---|---|---|---|
| Pasting temperature, PT (°C) | 78.0 ± 0.3a | 79.1 ± 0.9a | 71.9 ± 7.5a |
| Peak viscosity, PV (cP) | 5,126 ± 36b | 3,853 ± 20a | 5,259 ± 117b |
| Hot paste viscosity, HV (cP) | 2,627 ± 58b | 1,706 ± 30a | 2,521 ± 71b |
| Final viscosity, FV (cP) | 3,517 ± 5b | 2,564 ± 32a | 3,225 ± 61c |
| Breakdown viscosity, BV (cP) | 2,498 ± 32b | 2,148 ± 10a | 2,738 ± 47c |
| Setback viscosity, SV (cP) | 890 ± 54a | 858 ± 3a | 704 ± 20b |
Values are mean ± standard deviation (n = 3). Different superscript letters within a row indicate significant differences (p < 0.05).
FV also varied significantly, being highest in white-fleshed starch (3,517 cP), followed by purple-fleshed (3,225 cP) and orange-fleshed starch (2,564 cP). BV showed significant differences, with purple-fleshed starch recording the highest value (2,738 cP), followed by white-fleshed (2,498 cP) and orange-fleshed starch (2,148 cP). SV was lowest in purple-fleshed starch (704 cP) and significantly different from white- (890 cP) and orange-fleshed starches (858 cP), which did not differ from each other. Overall, significant varietal differences were observed across most pasting parameters.
Proximate composition is a key indicator of starch purity and strongly influences its functional behaviour in food systems. Among the compositional factors, moisture content is particularly important because it affects storage stability and handling properties. The moisture contents are close to earlier findings for sweet potato starch (≈ 10%) [22] and remain below the recommended safe storage limit of 13–14%, suggesting good shelf stability and reduced susceptibility to microbial spoilage [23]. Low moisture is generally associated with better flow properties and longer storage life, although it can vary with extraction and drying conditions, environmental humidity, and varietal differences [24]. Protein contents fall within the commonly reported range for sweet potato starch (0.1–0.5%) and remain well below 1%, indicating high purity of the isolated starch [25–27]. Even at low levels, residual proteins can influence functionality by interacting with amylose on the granule surface, potentially reducing solubility, slowing gelatinisation, and increasing gel firmness through protein–starch interactions [28].
Similarly, the low lipid levels are typical for purified starches and further support the high purity of the samples [29]. Nonetheless, small amounts of lipids can form amylose–lipid complexes and hydrophobic surface layers that may raise gelatinisation temperature and reduce solubility by limiting water penetration into granules [30]. Fibre contents are consistent with previous reports for sweet potato starch (≈ 0.1–0.5%) [31]. Fibre mainly represents residual, non-digestible cell wall material remaining after strong acid and alkali treatment. Although present in trace amounts, fibre components such as cellulose may promote retrogradation and contribute positively to nutritional value [32].
Ash contents also align with earlier studies and remain far below the maximum 0.50% limit specified for comparable starch products [33]. Because ash represents residual inorganic minerals after combustion, very low levels indicate effective removal of non-starch components during extraction [34]. Carbohydrate contents are comparable to previous reports for sweet potato starch and exceed the minimum carbohydrate levels typically expected [31]. Taken together, these compositional characteristics indicate that Sabah sweet potato starches are highly purified, with very high carbohydrate content and minimal non-carbohydrate components. Such minor compositional variation is expected to contribute to differences in functional and pasting behaviour among varieties.
SEM was used to examine the sub-microscopic shape and surface features of sweet potato starch granules. The SEM micrographs showed granules exhibiting round, polygonal, oval, and semi-oval shapes, comprising both small and large granules (Figure 2). Some irregularly shaped granules were also observed. These observations are consistent with previous reports on sweet potato starch morphology [35–37]. The extracted starch granules displayed smooth surfaces without visible cracks or fissures, indicating high purity [38]. Variations in granule morphology, including size and shape, are known to be strongly influenced by botanical origin, as species-specific differences in biosynthesis and granule assembly result in characteristic morphological features for each plant source [39–41]. These botanical differences can lead to distinct granule shapes and size distributions, which in turn affect functional behaviours such as swelling, gelatinisation, and pasting properties in food systems.
Differences in granule size may be attributed to variation in genes encoding starch-biosynthetic enzymes as well as environmental factors influencing gene expression and enzyme activity during plant growth [42]. Starch granule morphology and size vary substantially among sweet potato cultivars and growing conditions and are influenced by plant source and amyloplast biosynthesis pathways [43]. The observed differences in granule size may also be partly related to the starch extraction method, as extraction techniques can influence granule integrity and particle distribution [33, 44]. Compared with commercially available starches, which are typically more uniform and finer due to controlled milling and sieving, manually prepared starch may show greater size variability.
Starch yield obtained from sedimentation of the starch slurry agrees with previously reported yields from various cultivars [45]. Varietal differences in starch yield reflect underlying genetic and physiological variation, as genotype has been shown to influence starch content and extractable yield across sweet potato lines [46]. Starch yield can also be influenced by tissue condition prior to analysis, since partial deterioration may reduce recoverable starch through enzymatic degradation and sugar conversion [47]. In addition, material loss during manual peeling can reduce the starch fraction available for extraction.
The WAC of the starches falls within the broader range reported for sweet potato starches [48]. Variation in WAC among starches is often attributed to varietal or environmental effects, as previously noted for purple sweet potato starch [49]. WAC reflects the strength of internal molecular interactions in starch; weaker interactions between starch polymer chains and water allow greater water uptake because water molecules can penetrate and hydrate amorphous regions more easily [50]. Differences in crystallinity can restrict or facilitate water penetration into starch granules [19]. Higher WAC is generally associated with improved starch digestibility and better textural performance, as it depends on the amount and nature of hydrophilic components present [51]. Accordingly, starch structure and composition play important roles in determining hydration behaviour and functional performance. The WAC values observed in this study are comparable to those reported for sweet potato starches and related tuber systems, where hydration behaviour has been shown to depend strongly on starch microstructure, hydrophilic group availability, and crystalline organisation. Variability in WAC among botanical sources and processing conditions has been widely documented, highlighting the role of molecular interactions and granule architecture in governing water uptake behavior [52].
OAC values are in agreement with previously reported results for sweet potato starch [53]. Variability in OAC reported in the literature for purple sweet potato starch [49, 54] highlights the influence of varietal and processing factors on lipid-binding behaviour. High OAC is linked to the presence of hydrophobic protein sites and hydrophobic group interactions that promote lipid binding and retention in the matrix. Proteins and hydrophobic groups associated with starch granules provide non-polar sites that interact with lipid molecules, enhancing oil binding in functional food systems [28, 55].
Strong oil-binding ability makes root starches valuable in food systems where fat retention, flavour, and mouthfeel are important, because the capacity to absorb and retain oil influences texture, flavour retention, and sensory quality in fat-containing products [56]. High OAC has been associated with improved mouthfeel and flavour retention in formulations such as bakery goods, snacks, and composite flours, where oil interaction with protein and starch components enhances palatability and product performance [57]. Similar ranges of OAC have been reported for sweet potato-based flours and starches, where varietal differences and processing methods influence lipid-binding behaviour through changes in particle size distribution, surface characteristics, and protein–starch interactions [48].
Bulk density is within the range reported for sweet potato and related tuber flours and starches under different conditions [48]. Differences in bulk density among starches may reflect intrinsic compositional variation as well as the effects of extraction and drying methods. Bulk density, defined as mass per unit volume, is an indicator of product porosity and is inversely related to particle size [58].
Bulk density is influenced by particle size distribution, packing behaviour, and starch polymer structure. Variations in particle size and morphology affect how particles pack together, with coarser or heterogeneous size distributions typically creating more voids and lower packing efficiency, which can reduce bulk density. Conversely, more uniform or finer particles can pack more closely, increasing bulk density [59, 60]. In starch and flour systems, particle size affects functional properties and bulk density because the way granules interact and arrange is governed by their size, shape, and surface characteristics [61]. A lower bulk density is advantageous in many applications because it enhances dispersibility and reduces paste thickness, improving handling and mixing performance [62].
Hunter colour parameters were used to characterise starches isolated from white-, orange-, and purple-fleshed sweet potatoes. Differences in starch whiteness are mainly attributed to the original flesh colour of sweet potatoes, since residual pigments from tuber tissues influence the final starch colour. In the CIELAB system, L* ranges from 0 (black) to 100 (white). Colour variation among sweet potato starches is consistent with pigment composition: white-fleshed roots contain negligible carotenoids and anthocyanins, orange-fleshed roots contain carotenoids, and purple-fleshed roots contain anthocyanins, which contribute to differences in colour parameters [38, 63]. The slightly negative a* value observed for white-fleshed starch indicates a minimal shift towards greenness in the CIELAB colour space rather than true green pigmentation. Such values are commonly reported for highly refined starches with very low pigment content and may also arise from instrumental sensitivity, background calibration, or trace residual compounds remaining after extraction.
Lower lightness values compared with some previous studies may be related to less extensive washing of starch sediment, since repeated washing can remove more pigments from tuber tissues. Browning reactions during milling and extraction can also darken starch and reduce L* values [35, 38]. Colour is a critical quality attribute in starch and starch-based ingredients because it influences consumer perception and the appearance of final food products. Residual pigmentation is often undesirable, as pigments can leach or redistribute during processing and cause unwanted colour changes or reduced visual quality [64, 65]. Greater whiteness is therefore generally preferred for starch intended for broad food applications.
The gelation behaviour of starches isolated from white-, orange-, and purple-fleshed sweet potatoes was evaluated using LGC. The LGC is defined as the lowest starch concentration at which a self-supporting gel forms and remains stable without flowing when the test tube is inverted [66, 67]. It reflects the minimum quantity of starch required to form a gel in a fixed volume of water, as assessed by visual observation after heating and cooling. In starch and flour systems, LGC is widely used as an index of gel-forming ability, where lower LGC values indicate a stronger propensity to form a self-supporting gel network at lower concentrations [68, 69].
Gelation is a phase transition phenomenon arising from the aggregation and networking of starch molecules. A higher LGC implies that more starch is needed to achieve sufficient molecular association to form a continuous gel network [70]. Reported LGC values for sweet potato starch generally fall within the range of about 6–10% (w/v) [71, 72]. Variation in gelation behaviour may be associated with differences in starch molecular structure, including amylopectin proportion, as amylopectin-rich starches have been reported to gel at relatively low concentrations [73]. Elevated amylopectin content can reduce crystalline packing efficiency and double-helix stability, which is often linked to lower gelatinisation temperatures and enthalpy [74].
The functional properties of starches isolated from white-, orange-, and purple-fleshed sweet potatoes were assessed through swelling power and solubility measurements at 75°C, 85°C, and 95°C. Hydration-related functional properties such as swelling power and solubility are recognised as key indicators of starch performance in food processing, as they reflect the extent of molecular disruption and interaction with water during heating [75]. Swelling power increases with temperature, a behaviour associated with disruption of intermolecular hydrogen bonds in the amorphous regions of starch granules, which allows greater water penetration and granule expansion [76].
Differences in swelling are linked to variations in internal molecular interactions, amylose content, amylopectin branching structure, and crystalline organisation of granules [77, 78]. Although amylose content was not directly quantified in this study, variations in swelling behaviour, gelatinisation characteristics, and viscosity development may partly reflect differences in amylose–amylopectin organisation among the sweet potato varieties. Stronger intermolecular bonding can restrict water uptake and limit granule expansion, whereas weaker internal bonding facilitates hydration and swelling. Although high amylose content is often associated with increased swelling, amylose can also form complexes with lipids that restrict granule expansion [79]. The formation of amylose–lipid complexes reduces the amount of free amylose available for swelling, highlighting the importance of molecular interactions among amylose, amylopectin, and lipids [80]. Overall, swelling behaviour is governed by the strength of internal granular structure and by the presence of non-carbohydrate components such as lipids or bound phosphate groups.
Solubility also increases with temperature because heating enhances molecular mobility within the granule, leading to swelling and subsequent leaching of amylose into the surrounding water. Solubility is influenced by starch origin, degree of intermolecular association, swelling capacity, and the presence of components such as lipids, proteins, salts, or sugars [81]. Proteins can compete with starch for water binding and thereby limit starch dissolution [82].
Higher swelling is usually accompanied by higher solubility, and both properties typically increase with temperature, consistent with previous observations for sweet potato starches. The combined swelling and solubility behaviour reflects the strength of non-covalent interactions within the granule and is influenced by the amylose–amylopectin ratio, chain length distribution, branching pattern, molecular weight, and bonding strength at a given temperature [21]. These properties are key physicochemical indicators that determine the suitability of a starch for different food applications. Differences in functional behaviour observed among the starches in this study are consistent with previous reports demonstrating that varietal background, granule morphology, and internal molecular organisation collectively influence hydration, viscosity development, and gel formation capacity.
Pasting properties were used to characterise starches isolated from white-, orange-, and purple-fleshed sweet potatoes. Pasting curves of sweet potato starches typically show shear-thinning behaviour, where apparent viscosity decreases with increasing shear rate, as reported in pasting and rheological analyses [65]. In RVA analysis, starch swelling is recorded as an increase in viscosity with temperature as granules hydrate and absorb water. Once the gelatinisation point is exceeded, granules swell and viscosity rises due to interactions among swollen granules. Continued heating leads to granule disruption and a decrease in viscosity as structural integrity is lost. This reflects progressive weakening of crystalline and amorphous regions, resulting in a hydrated colloidal paste [83].
PT represents the onset of viscosity increase and reflects internal molecular order and hydration behaviour of starch granules. The lower PT of the purple-fleshed starch indicates earlier gelatinization, which has been linked in previous studies to structural and hydration properties of starch granules [33]. Lower PT has also been associated with reduced swelling and solubility due to restricted water penetration, potentially influenced by lipid–amylose interactions that limit granule accessibility to water [84, 85]. PV corresponds to the balance between granule swelling and polymer leaching into the aqueous phase, as swollen granules interact and resist flow [86]. In this study, purple-fleshed starch showed the highest PV, followed by white, while orange had the lowest, indicating more extensive and rapid swelling once gelatinisation begins. PV is known to vary widely among sweet potato and other botanical starches due to differences in variety, preparation, and heating conditions [87].
HV, measured at the end of holding at 95°C, varied among the samples, with the white-fleshed starch showing higher viscosity than the orange-fleshed starch. HV reflects the resistance of swollen granules to prolonged heating and is related to the extent of amylose leaching and paste structural integrity [88]. FV indicates the capacity of starch to develop a viscous paste or gel during cooling as starch molecules reassociate and form a network. In this study, FV varied among the samples, and all starches showed a marked rise in viscosity during cooling. This behavior suggests reassociation of leached amylose and formation of intermolecular hydrogen bonds, which support gel network development [33, 89].
Purple-fleshed starch showed the highest BV, whereas orange-fleshed starch had the lowest, suggesting that the orange starch paste was more resistant to thermal and mechanical breakdown, while the purple starch paste was more susceptible under these conditions. Although differences in BV among the starches appear numerically modest, such variations can influence paste stability during heating and shear processing. Starches with higher breakdown values may exhibit faster viscosity loss under thermal stress, which can affect consistency in products such as sauces or fillings. BV indicates the susceptibility of swollen granules to disintegration under heat and shear, with higher BV values corresponding to greater structural breakdown [90]. FV and BV commonly vary among starches due to differences in granule structure, amylose content, molecular interactions, and pasting conditions [21, 38].
SV reflects the tendency of starch pastes to retrograde during cooling through amylose reassociation [79, 91]. SV varied among the samples. Higher SV reflects stronger gel formation during cooling and is associated with short-term retrogradation and greater intermolecular association of amylose. The white-fleshed starch showed the greatest ability to form a viscous gel after cooling, whereas the purple-fleshed starch had the lowest tendency to build viscosity during cooling. Similarly, lower SV may indicate reduced retrogradation tendency, which can be advantageous in applications requiring improved freeze–thaw stability or softer gel textures. This lower SV suggests reduced short-term retrogradation tendency in purple-fleshed starch, which has also been reported in pigmented sweet potato cultivars and may be related to differences in amylose chain reassociation and molecular interactions. Variations in SV among botanical starches have been attributed to differences in amylose content and chain interactions [92].
In conclusion, starches isolated from white-, orange-, and purple-fleshed sweet potatoes cultivated in Sabah exhibited distinct physicochemical and functional characteristics despite their similarly high purity. Varietal differences in granule morphology, hydration behaviour, gelation ability, and pasting performance highlight the strong influence of botanical origin on starch functionality. White-fleshed starch showed greater swelling and higher viscosity development during cooling, indicating suitability for applications requiring firm gel formation and thick paste consistency. Purple-fleshed starch demonstrated earlier gelatinisation, lower gelation concentration, and high PV, suggesting potential for rapid thickening and low-concentration structuring systems. In contrast, orange-fleshed starch exhibited comparatively lower viscosity but greater resistance to thermal and shear breakdown, which may be advantageous in processes demanding paste stability. Nevertheless, this study has several limitations. The functional characterisation was conducted under controlled laboratory conditions using a limited number of analytical replicates, and advanced structural analyses such as molecular weight distribution, crystallinity assessment, and detailed amylose–amylopectin profiling were not included. These constraints may limit comprehensive interpretation of structure–function relationships and broader industrial extrapolation of the findings. These findings underline the potential of Sabah-grown sweet potato varieties as valuable native starch sources for food formulation and clean-label ingredient development. Future research should focus on elucidating the molecular architecture, crystalline structure, and amylose–amylopectin organisation of these starches to better understand their structure–function relationships. In addition, evaluation of their performance in real food systems and industrial processing conditions will support more targeted utilisation and value-added application of locally cultivated sweet potatoes.
BV: breakdown viscosity
cP: centipoise
FV: final viscosity
HV: hot paste viscosity
LGC: least gelation concentration
OAC: oil absorption capacity
PT: pasting temperature
PV: peak viscosity
SEM: scanning electron microscopy
SV: setback viscosity
WAC: water absorption capacity
LHY: Investigation, Writing—original draft. MER: Validation, Methodology. AHAA: Validation, Visualization. NRP: Visualization, Validation, Formal analysis. HM: Conceptualization, Writing—review & editing, Supervision. All authors read and approved the submitted version.
The authors declare that they have no conflicts of interest.
Not applicable.
Not applicable.
Not applicable.
The raw data supporting the conclusions of this manuscript will be made available by the authors, without undue reservation, to any qualified researcher.
Not applicable.
© The Author(s) 2026.
Open Exploration maintains a neutral stance on jurisdictional claims in published institutional affiliations and maps. All opinions expressed in this article are the personal views of the author(s) and do not represent the stance of the editorial team or the publisher.
Copyright: © The Author(s) 2026. This is an Open Access article licensed under a Creative Commons Attribution 4.0 International License (https://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, sharing, adaptation, distribution and reproduction in any medium or format, for any purpose, even commercially, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.

View: 802
Download: 17
Times Cited: 0
